发布时间:2025-11-15 14:42:18 | 新闻资讯
汽车塑料模具硬铬电镀过程中,镀层脱落、裂纹、针孔、厚度不均等问题频发,不仅导致返工成本增加,更可能使模具投入使用后出现耐磨不足、腐蚀失效等隐患,影响汽车塑料件的成型质量。这些问题多源于流程操作不规范、参数控制偏差或预处理不到位,找准成因并实施精准解决策略,是提升电镀质量的关键。本文梳理六大常见问题,拆解成因并给出实操性解决方案。
问题一:镀层结合力差,出现起皮、脱落现象
这是最常见的质量问题,多发生在模具型腔拐角或受力部位,成因主要为前处理不彻底或电镀参数失衡。模具表面残留油污、锈迹或抛光膏,会形成隔离层阻碍镀层附着;电流密度骤升或电解液温度过低,也会导致镀层与基体结合疏松。某保险杠模具曾因除油时间不足,电镀后试模3000次便出现镀层大面积脱落。
解决策略:优化前处理流程,采用“碱性除油+超声波清洗”组合工艺,除油时间延长至60-90分钟,确保油污彻底清除;除锈后增加“电解抛光”工序,使表面粗糙度Ra≤0.1μm;电镀初期采用“阶梯式升流”方式,10分钟内将电流密度从10A/dm²逐步升至设定值,同时将电解液温度稳定在55±1℃。若已出现脱落,需剥离旧镀层后重新按规范预处理并电镀。
问题二:镀层出现裂纹,影响耐磨性能
裂纹多呈现网状或线性,常见于高电流密度施镀的平面区域,主要因电流密度过高、镀层过厚或冷却速度过快导致内应力集中。当镀层厚度超过30μm且电流密度大于50A/dm²时,裂纹发生率会提升60%以上,直接降低模具抗冲刷能力。
解决策略:根据镀层厚度调整电流密度,厚度20-30μm时控制在25-35A/dm²;采用“分段施镀+中间降温”工艺,每施镀2小时暂停10分钟,自然降温至室温后再继续;电镀完成后进行“低温时效处理”,在120℃烘箱中保温2小时,释放内应力。对已出现轻微裂纹的模具,可采用“局部补镀+精磨”修复,严重时需重新电镀。
问题三:镀层存在针孔、孔隙,防腐性能下降
针孔和孔隙会成为腐蚀性气体的渗透通道,导致模具基体锈蚀,成因包括电解液纯度不足、前处理活化不充分或施镀过程中杂质混入。在汽车内饰件模具中,这类缺陷会使模具在生产5万件后出现锈蚀斑点,影响产品外观。
解决策略:定期过滤电解液,每周更换一次过滤芯,去除悬浮杂质;活化工序改用10%硫酸+5%盐酸混合溶液,浸泡时间延长至5分钟,提升表面活性;施镀时在电解液中加入0.05%的表面活性剂,减少气泡产生。对已成型的针孔,可采用“封孔处理”,涂抹硅烷封孔剂并在100℃下固化,封闭孔隙。
问题四:镀层厚度不均,局部耐磨差异大
大型模具(如车门内饰板模具)和复杂型腔模具易出现此问题,成因是电流分布不均、阳极布置不合理或模具各部位距离阳极远近不同。厚度差超过±2μm时,会导致模具局部过早磨损,缩短整体使用寿命。
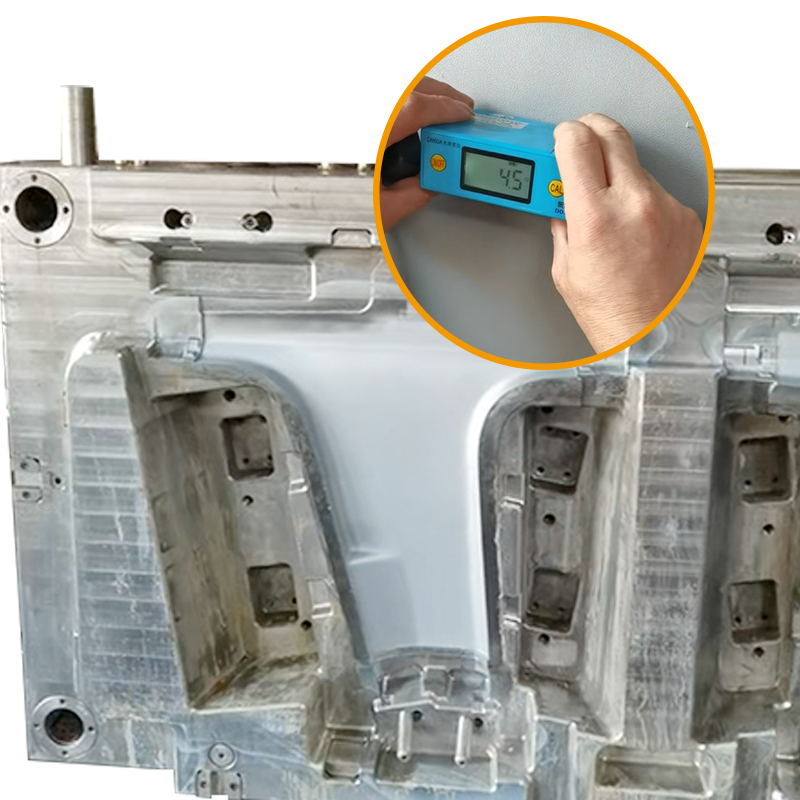
解决策略:采用“象形阳极”设计,根据模具形状定制阳极轮廓,使各部位电流分布均匀;对深孔、拐角等区域加装“辅助阳极”,电流密度控制在20-25A/dm²;施镀过程中每隔30分钟调整一次模具悬挂角度,确保不同部位均匀受镀。电镀后通过超声波测厚仪检测,对厚度不足区域进行局部补镀。
问题五:镀层表面粗糙,影响产品脱模与外观
镀层表面出现颗粒状凸起或划痕,会导致塑料件成型后表面有压痕,成因包括电解液中悬浮杂质过多、抛光工序不到位或阳极溶解产生的残渣附着。车灯透镜模具对表面粗糙度要求极高,此类问题会直接影响透镜透光性。
解决策略:前处理抛光采用“粗磨+精抛”两步法,精抛时使用钻石抛光膏,确保表面Ra≤0.05μm;电镀前对电解液进行“双重过滤”,先沉淀24小时再通过0.2μm滤芯过滤;定期清理阳极表面的氧化残渣,避免脱落混入电解液。对已粗糙的镀层,可进行“镜面精磨”,使用细粒度砂轮打磨至Ra≤0.02μm。
问题六:环保处理不达标,面临排放风险
随着环保要求趋严,含铬废水排放不达标成为企业痛点,成因是废水处理设备老化、铬离子回收不彻底或操作不规范,违反GB 21900-2008标准将面临处罚。
解决策略:升级“离子交换+膜分离”废水处理系统,铬离子回收率提升至95%以上;采用低铬环保电解液,铬酸浓度控制在150-200g/L,减少污染物产生;建立废水处理台账,每日监测排放指标,确保铬离子浓度低于0.5mg/L。同时对操作人员进行专项培训,规范废液收集与处理流程。
汽车塑料模具硬铬电镀的问题解决,核心在于“精准溯源、对症施策”。从前期的预处理规范到中期的参数动态调整,再到后期的质量检测与环保管控,每个环节都需建立标准化流程。通过本文的问题解析与解决策略,可有效降低电镀缺陷率,提升模具镀层质量,为汽车塑料件的批量稳定生产提供保障。